
The surface treatment methods of aluminum alloy include anodic oxidation, electroplating, infiltration, surface spraying, shot peening and vacuum spraying.
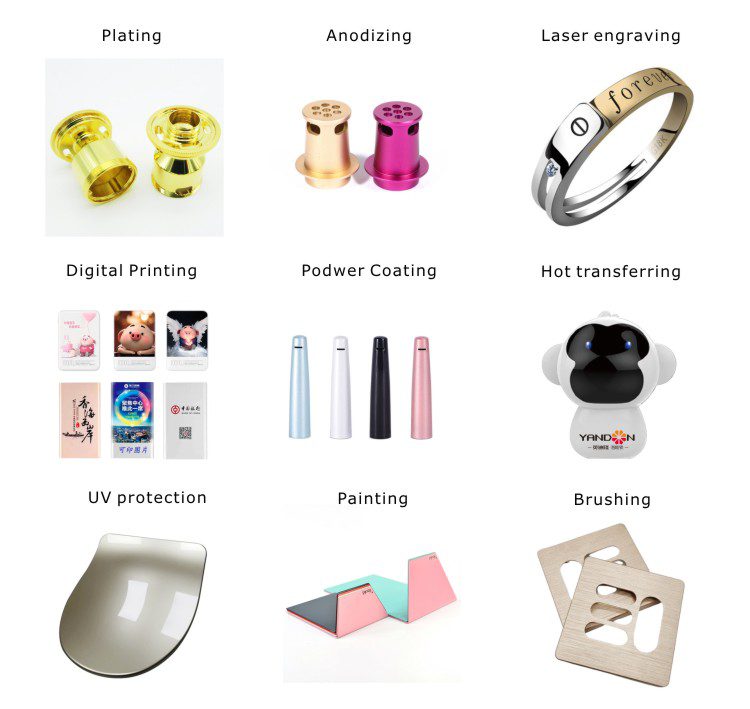
1. Anodizing
Anodizing method is a method to form a layer of oxide film on the surface of workpiece or product by using the electrolysis principle of DC and AC / DC, so as to increase the corrosion resistance and make the appearance beautiful.
2. Electroplating treatment
The electroplating treatment method takes the workpiece as the cathode, the material forming the coating as the anode, puts both in the tank with electroplating solution, and then applies DC or AC / DC current to ionize the material forming the coating, run from the electroplating solution to the workpiece surface, and firmly adhere to it to form coatings of different thicknesses.
3. Soaking treatment
First remove the oil stain on the casting or product with degreasing liquid, and then wash it with warm hot water at 25-30 ℃ for thermal insulation. Then put it into the Infiltrator, cover and seal it, vacuum to 0.7-0.8mpa, maintain the temperature of about 65 ℃, and then inject the prepared Infiltrator into the Infiltrator. After soaking for 8-10h, dry compressed air shall be introduced to keep the pressure in it at about 0.4MPa for 8-10h. Finally, vent and take out the castings or products for air drying.
4. Surface spraying
Spraying paint on cast aluminum parts or aluminum alloy components and products is to improve their corrosion resistance. For castings or products requiring good corrosion resistance, aluminum castings or products shall be anodized or chemically oxidized before spraying. The purpose is to increase their own corrosion resistance and make the paint bond more firmly, and then brush the primer and finish paint.
5. Shot peening
Put the aluminum alloy casting into the drum of the shot peening machine and spray it onto the casting surface with high-speed shot flow. Because the casting is constantly turning at the same time, all its surfaces are strengthened by projectile spraying.
6. Vacuum spraying
Put the product or profile to be sprayed into the vacuum chamber of the spraying machine as the cathode, take the material forming the sprayed coating as the anode, close the vacuum chamber, vacuum to a certain vacuum degree, sputter the sprayed material in ionic state with a high-power plasma gun and deposit it on the product or profile as the cathode to form a layer of 2-10um sprayed coating, Present a variety of bright luster